LA MIGLIORE TECNOLOGIA
A BASSO IMPATTO AMBIENTALE
PUNTI DI FORZA DEL PROCESSO ECOSYST
")
LA TECNOLOGIA ECOSYST GARANTISCE PREZZI PIU’ BASSI E RISPARMIO IN 6 MODI:
Ridotta manodopera
Ridotta manodopera
L’automazione riduce le ore di lavoro necessarie per la manipolazione dei rifiuti pericolosi rispetto ad altri sistemi. L’impianto è interamente automatizzato e prevede l’intervento di un operatore per il solo carico dei rifiuti all’interno del carrello, successivamente sollevato da un sistema elettrico ed inviato nella tramoggia di carico.
Maggiore sicurezza
Maggiore sicurezza
I vari passaggi tra le mani degli addetti dei rifiuti infetti, siringhe, aghi, ecc. possono causare spiacevoli incidenti. Il sistema automatizzato di sollevamento e carico riduce drasticamente il rischio di punture d’aghi e, soprattutto, evita il contatto con sostanze organiche o liquide. Il risultato: meno ore perse e maggiore sicurezza a costi più bassi.
Ricambi più economici
Ricambi più economici
Altri sistemi alternativi hanno costi di ricambio elevati e a volte nascosti: sacchi speciali, prodotti chimici e altre forniture disponibili solo presso rivenditori autorizzati. L’impianto ECOSYST non necessita di scorte speciali, ma è progettato in modo da poter reperire parti di ricambio in qualsiasi parte del mondo.
Smaltimento
più efficiente
Smaltimento più efficiente
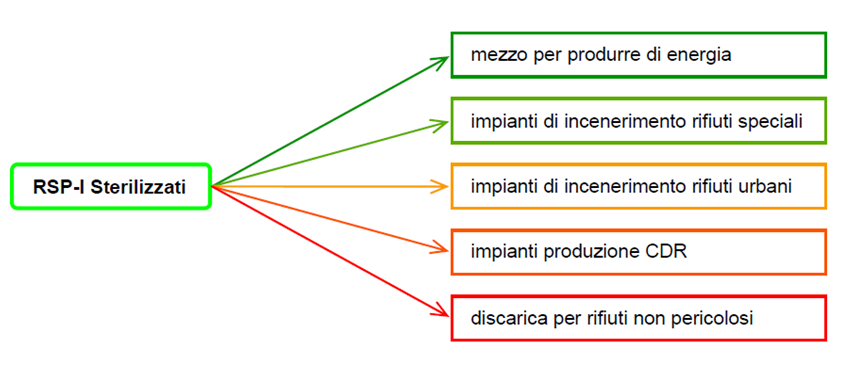
Il rifiuto in uscita dall’impianto ECOSYST, sterile e ridotto in volume dell’80% in pezzatura fine, può essere facilmente confezionato, immagazzinato in deposito temporaneo ed avviato direttamente ad impianti che possono utilizzarlo per produrre energia, ovvero impianti di produzione di CDR/CSS che ne sfruttano l’elevato potere calorifico per migliorare la qualità del loro combustibile.
Conformità alla
tutela ambientale
Conformità alla tutela ambientale
L’impianto elimina i costi imprevisti associati alle normative a tutela dell’ambiente. Inoltre, si raggiunge una completa protezione dai rischi di responsabilità che i produttori di rifiuto affrontano quando il contenitore monouso passa di mano in mano in uno stato infettivo. Soprattutto, si evita l’utilizzo dell’INCENERITORE, eliminando le emissioni in atmosfera di sostanze pericolose e nocive derivanti dal processo di combustione.
Nessuno scarico in fogna
Nessuno scarico in fogna
La tecnologia utilizza vapore saturo sotto pressione con assenza di liquidi di scarto in fogna a fine ciclo.
IMPIANTO DI STERILIZZAZIONE
DEI RIFIUTI SANITARI
LA MIGLIORE SOLUZIONE
PER IL TRATTAMENTO & IL RICICLO
DEI RIFIUTI SANITARI
IL PROCESSO
La tecnologia è brevettata e progettata per la TRITURAZIONE e STERILIZZAZIONE dei rifiuti sanitari a rischio infettivo con l’utilizzo di vapore
L’impianto è provvisto di un carrello di carico che può essere alimentato dall’alto, con sistema automatico, introducendo al suo interno contenitori monouso “tal quali” e/o il contenuto dei contenitori ri‐utilizzabili.
Il riempimento del carrello dà inizio alla fase di preparazione dei rifiuti per il successivo invio alla fase di sterilizzazione.
Le due fasi sono processi batch che possono svolgersi contemporaneamente, ovvero durante il processo di sterilizzazione è possibile avviare la preparazione di un nuovo carico di rifiuti.

PESATURA, CARICO E TRITURAZIONE (1-2-3-4)

Il rifiuto infetto, caricato all’interno del cassonetto in ingresso dopo una pesatura iniziale, viene sollevato e ribaltato nella tramoggia. Conclusa l’operazione di carico, la tramoggia viene chiusa prima dell’avvio della successiva fase.
La triturazione avviene mediante un trituratore a coltelli a 4 assi dotato di sistema automatico anti-bloccaggio. Il rifiuto viene scaricato al di
sotto del trituratore attraverso una griglia che consente di ottenere la pezzatura desiderata. Durante l’operazione viene nebulizzata, all’interno
della tramoggia di carico, una soluzione di ipoclorito di sodio finalizzata a sanificare la tramoggia stessa e a ridurre il sollevamento di polveri.
Il rifiuto triturato viene accumulato in un vano di stoccaggio che alimenta la coclea di trasferimento verso la camera di sterilizzazione. Il vano di stoccaggio, oltre ad omogenizzare il carico sottoposto a triturazione, regola, tramite sensori di riempimento, l’introduzione di
nuovi rifiuti alla tramoggia.
BATTERIA FILTRANTE (6)
Il ciclo automatico di preparazione avviene mantenendo la tramoggia di carico in depressione in modo da evitare la fuoriuscita di componenti emissive.
Il flusso aspirato dal gruppo filtri viene trattato mediante:
- Pre-filtro
- Filtro HEPA
- Filtro a carboni attivi
- Compressore centrifugo
Tale sistema di trattamento delle emissioni consente di ottenere un flusso conforme agli standard imposti per l’aria negli ambienti di lavoro. Essendo tali standard più restrittivi di quelli previsti per le emissioni in atmosfera il convogliamento può avvenire sia nell’ambiente dove è installato l’impianto sia all’esterno.
STOCCAGGIO, TRASFERIMENTO E CAMERA DI STERILIZZAZIONE (5-7)
Il rifiuto accumulato nel vano di stoccaggio viene inviato alla camera di sterilizzazione mediante la coclea di trasferimento progettata per trasportare il rifiuto in ingresso. I sensori di riempimento, asserviti al vano di stoccaggio, consentono di verificarne il completo svuotamento tramite un PLC di controllo che permette la gestione delle elettrovalvole attraverso un circuito pneumatico azionato da un compressore.
Concluso il trasferimento dei rifiuti la camera di sterilizzazione viene chiusa mediante una valvola di intercettazione appositamente progettata e viene avviato il ciclo termico. Il vapore saturo prodotto dal generatore viene flussato all’interno dei rifiuti, mantenuti in movimento da un agitatore a spirale. La combinazione di flussaggio e agitazione consente la penetrazione del vapore saturo in tutta la massa in trattamento. Mediante tale sistema è possibile raggiungere, all’interno della massa dei rifiuti in trattamento, le condizioni massime ottenibili pari a 165°C a 6 bar di pressione, consentendo un abbattimento della carica batterica tale da garantire un S.A.L. (Sterilità Assurance Level) non inferiore a 10-6, come evidenziato dal test di efficienza rilasciato dall’Università degli Studi di Bari. Le condizioni tempo/temperatura del ciclo automatico vengono definite in sede di configurazione di ogni singolo impianto in funzione di: tipologia di rifiuti trattati, livello di umidità, potenzialità d’esercizio, ecc.
Inoltre, all’interno della camera di sterilizzazione, è previsto un alloggiamento nella quale verranno introdotti i bioindicatori sotto forma di fiale contenente uno strip di spore di Geobacillus Stearothermophilus utili ad ottemperare quanto previsto dalla normativa UNI 10384/94.
Dopo la fase di sterilizzazione la camera viene riportata alla pressione atmosferica attraverso una valvola idonea alla fuoriuscita del vapore, il quale viene recuperato e condensato tramite un refrigeratore. Questo permette il riutilizzo nei cicli seguenti. Successivamente, viene creata una depressione che consente l’evaporazione dell’umidità residua. Tale evaporazione implica anche un raffreddamento del rifiuto.
SCARICO RIFIUTO STERILIZZATO (8-10)
Prima di procedere allo scarico del rifiuto sterilizzato, una coclea opportunamente progettata si posiziona automaticamente, tramite gestione del PLC, sotto la camera di sterilizzazione per accogliere il rifiuto in uscita. Successivamente viene azionata la coclea per trasferire il rifiuto in un contenitore finale. Terminata la fase di scarico, la coclea torna alla posizione iniziale. Il processo è completamente gestito da un PLC.
L’impianto è installato su telaio autoportante in profilati di acciaio che ne consente una semplice e rapida installazione, ha un ingombro di circa 1170L x 710P x 600H (cm), con un consumo per ciclo di trattamento variabile in funzione delle tipologie e quantità di rifiuti trattati.
REGISTRAZIONE REPORT AUTOMATICO SU CARTA (10)
La tecnologia, a bordo quadro, prevede una stampante integrata al fine di archiviare i parametri più importanti del ciclo:
- Ad ogni inizio ciclo viene registrato l’identificativo del costruttore, data e ora, l’identificativo della sterilizzatrice, l’identificativo del programma prescelto, numero progressivo del ciclo associato al lotto con il nome dell’ospedale;
- Ad ogni fase del ciclo vengono registrate tutte le fasi presenti nel ciclo e tutti i valori delle variabili importanti del processo fra cui il tempo e temperatura di mantenimento nella fase di sterilizzazione;
- A fine ciclo viene riportata la validità del ciclo terminato o l’indicazione “ciclo abortito”.
Il report infine ha come ulteriore scopo quello di sollevare l’operatore che esegue le operazione da qualsiasi eventuale responsabilità.
")
LA TECNOLOGIA UTILIZZA VAPORE SATURO SOTTO PRESSIONE CON ASSENZA DI LIQUIDI DI SCARTO IN FOGNA A FINE CICLO.
In questa maniera si evita:
- L’allacciamento alla rete fognaria;
- Liquidi contaminati e/o infetti derivanti dal processo;
- La strumentazione di monitoraggio e analisi in continuo degli scarichi in fogna;
- I costi di gestione per lo stoccaggio e smaltimento dei liquidi pericolosi.
La tecnologia permette di ottenere un rifiuto ridotto
in peso pari al 2% e in volume pari all’80% totalmente sicuro.
RIDUZIONE DEL PESO: 2%
RIDUZIONE DEL VOLUME: 80%
CARICO DEI RIFIUTI A RISCHIO INFETTIVO E SCARICO DEL RIFIUTO STERILIZZATO
RECUPERO ENERGETICO
Nell’ambito della valutazione progettuale sarà, inoltre, valutata l’ipotesi di dotare l’impianto di un sistema di recupero energetico del CDR prodotto che potrà eventualmente ricevere rifiuti di cui al codice 191210 anche da altri impianti di produzione dello stesso. In tal modo si ritiene possibile un elevato recupero di energia da utilizzarsi sul posto per alimentare il processo di gestione e sterilizzazione dei rifiuti.